
- The reference document for ABMI acceptance protocol recommendation is the new DIN 8743 norm.
- This German standard is subject to official English translation, supplemented by French equivalents.
- ABMI provides the essential terms appropriate to acceptance standard operation in the three mentioned languages.
- References, terminologies and calculation formulas are valid for complete lines, stand-alone equipment or bundle of machine systems.

The Site Acceptance Test SAT aims to demonstrate that the supplied system complies with the performance guaranty agreed between the parties. The SAT shall be contradictory.
The ABMI recommended procedure refers to DIN 8743 standard.
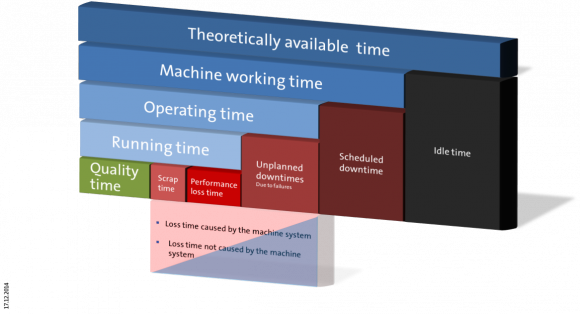
The performance will be measured on the contractual main format referring to the terminologies and calculation formulas described in the Glossary and the Time Definition.
